概述
铝材的原始表面一般存在自然氧化膜和其他污染物,甚至存在轻微碰伤和划伤等缺陷。当铝材表面处理之前要经过加工成形、热处理和存放等过程,还或多或少沾上一定的油脂和灰尘等污染物,为了提高表面处理的装饰效果并使随后的铝表面处理主工序(阳极氧化或化学转化等)顺利进行,首先必须对铝材进行表面预处理。铝的表面预处理大致可分为三类,即机械预处理、化学预处理和电化学预处理。采用化合物溶液或溶剂对铝表面进行预处理的工艺称为铝的化学预处理,是最常使用的,一般来说也是最为经济的铝表面预处理工艺。
化学预处理可以有效去除原始铝材表面的油脂、污染物和自然氧化膜等,使铝材获得润湿、均匀的清洁表面。铝材的加工方法有挤压、轧制、拉伸、锻造和铸造等,相应的挤压材料有型材、管材和棒材;轧制的有板材、带材和箔材;拉伸的有线材和丝材;锻造和铸造分别有锻件与铸件。在铝表面处理中挤压材占绝大多数,尤其是建筑用挤压铝型材都要经过阳极氧化或粉末喷涂等表面处理,而拉伸的线或丝材几乎都不要进行表面处理。表3-1为几种加工铝材表面存在的氧化膜情况和可能出现的污染物。
表3-1 加工铝材表面存在的氧化膜和其他污染物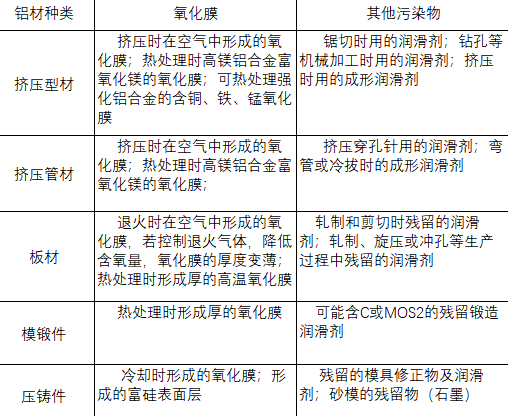
根据待处理铝材的用途,对于表面质量有不同要求,可以分别采取以下几种不同的化学预处理工艺流程。
(1)“三合一”预处理(除油、去除自然氧化膜和除灰三道工序在同一个处理槽内完成)→水洗→水洗→铝表面处理主工序。“三合一”预处理工艺处理的铝耗较低(约0.5%);基本能保持原始表面光亮度,是一种经济型化学预处理方法,但难于去除铝表面轻微的划伤、碰伤和毛刺等缺陷,一般也不能完全去除自然氧化膜。
(2)脱脂→水洗→碱洗→二道水洗→除灰→水洗→铝表面处理主工序。该预处理工艺流程为常用的传统型流程,处理的铝耗中等(1.0%~2.0%),可以去除轻微的划伤、碰伤和毛刺等缺陷,但不能消除挤压痕。该工艺流程适合于生产质量要求较高的平光铝材。
(3)脱脂→水洗→长寿命碱洗→二道水洗→除灰→水洗→铝表面处理主工序。该预处理工艺流程处理铝耗较高(5.0%~7.0%),能有效去除划伤、碰伤和毛刺等缺陷,同时也能消除一般的挤压痕。该工艺流程适合于生产具有金属光泽的柔和砂面铝材,但缺点是碱洗时间长、铝耗高。当主工序前检查到砂面程度不够时,可再重复进行一次处理:碱洗→二道水洗→除灰→水洗。
(4)脱脂→水洗→氟化物砂面处理→水洗→碱洗→二道水洗→除灰→水洗→铝表面处理主工序。该预处理工艺流程处理铝耗相对不高(1.0%~2.0%),而且比较容易去除挤压痕,获得外观柔和的亚光砂面型铝材。选用该工艺的缺点是工艺路线长、氟化物砂面处理工序存在环境污染问题。如果主工序前检查到砂面程度不够时,可再重复进行一次处理:氟化物砂面处理→水洗→碱洗→二道水洗→除灰→水洗。
(5)脱脂→水洗→氟化物砂面处理→水洗→除灰→水洗→铝表面处理主工序。该预处理工艺流程处理铝耗约0.5%~1.0%,获得的表面很细腻,一般看不到挤压痕缺陷,但金属质感和光泽度较差。当主工序前检查到砂面程度不够理想时,可再重复进行一次处理:氟化物砂面处理→水洗→除灰→水洗。
(6)脱脂→水洗→碱洗→二道水洗→除灰→水洗→氟化物砂面处理→水洗→碱洗→二道水洗→除灰→水洗→铝表面处理主工序。该预处理工艺流程处理铝耗约1.5%~2.5%,当主工序前检查到砂面程度不够时,可再重复进行一次处理:氟化物砂面处理→水洗→碱洗→二道水洗→除灰→水洗。主要缺点是工艺路线特别长,只对表面存在严重油污或存放时间较长的铝材采用该工艺流程处理。
预处理所涉及的各工序(脱脂、碱洗、氟化物砂面处理和除灰及水洗)的槽液,一般都用普通自来水配制即可。对质量要求比较高的厂家,阳极氧化前道水洗可以用去离子水进行,以控制带入阳极氧化槽液的杂质含量,提高阳极氧化膜的质量。